Görüntüleme sayısı:0 Yazar:Bu siteyi düzenle Gönderildi: 2022-09-26 Kaynak:Bu site








Polyester zımba lifi (PSF) doğrudan PTA ve MEG veya PET yongalarından veya PET/Polyester Atık ve Post Tüketilen PET şişelerinden, ,iplikleri döndürmek ve jeotekstilleri yapmak için kullanılır, ayrıca yastık, malzeme oyuncakları, yastıklar vb. Polyester zımba elyaf üreten makine için, tek farklı hammadde işleme makinesidir. Virgin fiber PTA'da kullanılacak ve geri dönüştürülmüş PET kullanılacak. Şimdi, polyester zımba lifinin göstermek için hammadde olarak evcil hayvan pullarını kullanacağız : aşağıdaki gibi nasıl üretileceğini
Tüm üretim hattı, eğirme çizgisi ve bitirme çizgisi olmak üzere iki parçaya ayrılabilir.
Dönen hatta yapılması gereken beş adım vardır.

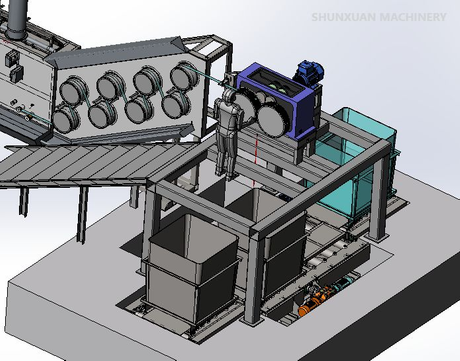
Kuru
P ve pullar , pop mısır malzemesi, yumru vakum kurutucu (No.1) veya sabit sıcaklık ile sürekli kurutucu tarafından kurutulacaktır . .

Erime
Pet şişesi pulları, eritilmiş, karıştırma ve filtreleme (No. 4), ısıtıldıktan ve kurutulduktan sonra eritilmiş, karıştırma ve filtreleme (4) anlamı ile vida ekstrüderine (No.3) beslenir, PVC ve diğer malzemeler gibi safsızlığı gidermek için filtreden geçer, eriyik, spin ışınına (no.), özellikle aynı dağıtım sistemi garantisi için, her zaman aynı borulama sistemi garantisi için, her bir finatın ve aynı basınç, her bir finatın, her bir finatın, her bir fıskiye ulaşması için girer.
Söndürme
Eriyik, spinneretin mikro deliklerinden ekstrüde edildikten sonra küçük bir akarsu haline gelir ve düşük kılıf söndürme işleminden geçtikten sonra hava akışı ile soğutulur ve katılaşır (No. 7). Spinneret'ten püskürtülen eriyik akışı çok kısa sürede plastik şekil monofilament haline gelir ve yapı değiştirilir. Bu değişim esas olarak söndürmeden hava akışının hız eşitliğinden etkilenir. Hava sıcaklığı ve hızı, yüksek hız altında hava üfleme boşluğunun ve hava akışının kontrolü, iplik kalitesinin doğrudan faktörünü etkiler. Bu nedenle, stabilite, tekdüzelik ve ayarlanabilirlik ile söndürmeden hava akışı gerektirir.

Soğutulmuş ve katılaşmış filamentler, ipliğin uyumunu arttırmak, ipliğin antistatik özelliğini iyileştirmek, iplik ve ekipman arasındaki sürtünmeyi azaltmak ve yandan geçtikten sonra, her pozisyondan geçtikten sonra iplikten sonra iplikten geçtikten sonra iplikten sonra iptal edildikten sonra yağlama cihazı (No. 9) tarafından yağlandırılır ve sönümlenir. Çekim silindirine (No.10) girilir, daha sonra ayçiçeği silindirleri (No.11) tarafından çekiş yapısına beslenir. Altı yuvarlak çekim ve ayçiçeği tekerlekleri senkron motor tarafından tahrik edilir. İki ayçiçeği silindirinin etkileşimli derinliği ayarlanabilir. Çekme ve ayçiçeği silindirleri, iplik ipi ve kolay çalışma için düşük hızda settir. Dönme ve alma sistemi kolektif iletişim sistemi ile ayarlanmıştır.

Can Traversing Birimi (No. 12 & 12A), boş kutunun değişiminin taşınmasını, çekme kutusunun pistonlu hareketini ve yüklü kutunun teslimatını fark eden AC motorları tarafından yönlendirilir. Bu ünitenin iki tür kontrolü vardır: manuel (pistonlu hareket hariç) ve otomatik. Çekme zaman ayarına göre belirli bir ağırlığa ulaşabildiğinde, programlanabilir kontrol zaman sayacı bir sinyal verir ve daha sonra pistonlu mekanizma otomatik olarak tenekeyi ünitenin merkezine hareket ettirir ve mekanizma hareketleri sağlama, bu arada, sürekli çekme toplama için boş kutuda hareket etmek için laden olabilir. Daha sonra Can, dengelenecek ve tedavi sonrası sürece gönderilecektir.

İkinci kısım bitirme çizgisidir, genellikle beş adım da vardır.

Çırpı standı
Tow Creel 4 sıra için düzenlenmiştir, burada iki sıra kullanıma konulur ve diğer iki sıra hazırlanır. Tow Creel'den gelenler 3 No'lara bölünür. Çizim için çarşaf. Çekme kablosu, Creel'den gelen ilk olarak çekme kılavuzu çerçevesi ile yönlendirilir ve çekme tabakalarını belirli genişlik ve kalınlıkta eşit olarak bölmek ve çekme tabakalarında daha fazla dönme kaplaması sağlamak ve daha sonra çizim işlemini başlatmak için daldırma banyosundan geçer.
Sedye
Aralık 2 aşamalı çizim teknolojisi kullanıyor. İlk çizim aşaması birinci sedye ve ikinci sedye arasında gerçekleştirilir. Çekme banyosunun sıcaklığı yaklaşık 60 ℃ ~ 80 ℃'dir. İlk çizim aşamasının taslak oranı% 80 ~ % 85 tamamlandı. İkinci çizim aşaması, ikinci sedye ve üçüncü sedye arasında buhar kutusu sandığı taşır. İkinci çizim aşamasının taslak oranı%15-%20 tamamlandı.

Soğutulduktan ve yağlandıktan sonra, çekme tabakaları yedek istifleyiciye gönderilir, 2 veya 3 çekme tabakası 1 çekme sayfasına istiflenir. İstifleme silindirlerinin eğim açısı, istifleme işlemi elde etmek için ayarlanabilir. Çekme sayfasının genişliği ve istifleme kalitesi, kıvrım için özeldir. İstiflendikten sonra, çekme sayfası gerginlik kontrol silindiri ve buhar ön ısıtma kutusuyla cezalandırılır. Çekme sayfası, daha sonraki süreçte lifin iyi performanslarını sağlamak için sıkılaştırılır.

Sıkıştıktan sonra, turlar rahatlatıcı kurutucuyu taşıyan zincir kartı tipine yayıldı. Tows, zorla havanın üflenmesi ile eşit olarak kurutulur, şekil burada sonuçlanır ve sonra cam sıcaklığın altında soğutulur.

Rahatlatıcıdan sonra, TOW'lar gerginlik standı ile kesme için üst kata sürüklenir, bu da gerginlik altındaki turları, kesme makarasının teğet yönünde besleme kesici için garanti eder. Tows, pres kesimini benimseyerek zımba sabitleme uzunluğunda kesilir. Kesildikten sonra, kesilmiş lifler Baller Odasına Yerçekimi veya Baling Konveyör aracılığıyla girer ve daha sonra balya ağırlıklandırılır, manuel baling ve etiketleme ve daha sonra çatal kaldırıcı tarafından depolamaya gönderilir.